電話:0317-8099222
傳真:0317-8098222
聯系人:宋經理
QQ:1013039188
郵箱:bthjzzc@163.com

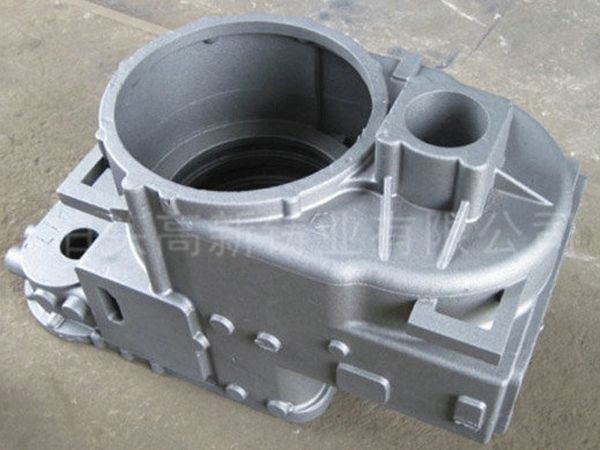
不銹鋼精密鑄造的制作過程及加工工藝
不銹鋼鑄造在進行制作的過程中也被稱為熔模鑄造,這是一種無切削或者是少切削的鑄造工藝,不銹鋼鑄造在行業中是一項的工藝技術,產品的使用其非常廣泛的,比較適合于各種類型的合金鑄造。
不銹鋼鑄造的鑄件尺寸以及表面的質量要比其他的鑄造方法要高,且要比其他的鑄造方法復雜,產品在使用的過程中且不易于進行加工的鑄件,產品都是可以直接采用熔模鑄造鑄得。
不銹鋼鑄造在制作的過程中簡單的來說就是的利用其易熔材料比如說塑料或者是蠟料,的制成可熔性模型,的在上面涂覆若干層的耐火涂料,然后在經過其硬化或者干燥形成一個整體的殼后。
的采用其熱水從型殼中熔掉模型,的將其型殼置于砂箱中,其四周填充其干砂造型,較后將其鑄件放入焙燒爐中經過其高溫進行焙燒。
鑄件在進行處理的過程中首先需要采用其干凈的水進行清洗以及浸泡,其工件在進行化學除油以及除銹之前,需要先對工件進行清洗,這樣可以將工件清洗一遍,水將工件表面孔隙充實,便于化學處理后的清洗。
鑄件要是采用機械的方法來去除氧 化皮,比如其拋光、滾光、打磨以及噴砂等,有些鑄件經過此方法進行處理,然后在經過水清洗后,可以直接發黑處理或者是其它的防銹處理。
鑄件的表面孔隙是非常多,受到污染以后尤其是油污是非常難進行的,其表面要是處理不好就會直接對整個防銹處理產生影響,這樣就會達不到預期的目的,這其中包括了銅、鐵以及鋁等及其合金的鑄件。
鑄件在大氣中會直接因為其酸、氧以及水分濕潤空氣導致的腐蝕或變色,這樣就被稱為銹蝕以及生銹,它可以使具有很的金屬表層變成強度很低的化合物。
鑄件表面防銹通常選用水劑防銹或油料防銹,在使用的過程中不管是選哪種辦法,其鑄件預先都是要通過洗刷,的鏟除表面的污濁物,這樣就會直接其生成鈍化膜。
硅溶膠鑄造可以在零件要求比較高的部位上留少許加工余量就可以了,在加工的過程中甚至某些鑄件只留拋光余量以及打磨,不需要進行機械加工就可以進行使用。
采用硅溶膠鑄造的方法可以在程度上節省其機床設備和加工的工時,這樣可以大幅度的節約其金屬原材料,熔模鑄造還有一個優點可以就是加工各種合金的復雜鑄件。
硅溶膠鑄造的加工工藝比較復雜且不容控制,在加工過程非常消耗材料,所以這樣的加工方法非常適合加工其精度要求比較高且形狀復雜且很難加工的小型零件。
硅溶膠鑄造在生產的過程中一個工序就是制作熔模,在使用的過程中主要是用來形成耐火型殼中型腔的模型,所以就可以獲得尺寸精度以及表面光潔度比較高的鑄件。
不銹鋼鑄件在使用的過程中可以直接采用其焊補的方法進行,當產品采用其鎢極氬弧焊焊補時,其焊補面積以及焊補較大的需要符合其規定,產品中焊補的面積是指擴修后的面積。
不銹鋼鑄件在同一處焊補是不能超過三次的,鑄件在焊區邊緣的間距,這里面包括了反面的焊區,千萬不得小于兩相鄰焊區直徑之和,凡是熱處理狀態供應的鑄件,在焊補后需要按原狀態進行熱處理。
不銹鋼鑄件在熱處理后的鑄件需要的進行檢驗其機械性能,鑄件中氬弧焊區面積千萬不能小于2cm2,設備焊區間距不效益100毫米,在使用時可不經過其熱處理,但是一個不銹鋼鑄件上千萬不能多于5處。
不銹鋼鑄件在進行焊補區是不得有裂紋以及未焊透的情況的,鑄件在任何一焊區中是允許有較大直徑不大于2毫米且不能超過壁厚的1/3的氣孔或夾雜三個,產品的邊距不效益10毫米。
不銹鋼鑄件在腐蝕介質以及氣氛中工作的鑄件,產品在焊補時是不允許使用焊藥,從允許要求對致密性的不銹鋼鑄件進行滲補處理。